
英语原文共 6 页,剩余内容已隐藏,支付完成后下载完整资料
现代控制与建模的应用
挤压工艺技术
布莱恩·蒂贝兹(Brian Tibbetts)和约翰·温(John Wen)
纽约州先进技术中心
自动化,机器人技术和制造
以及电气,计算机及系统工程部
伦斯勒理工学院特洛伊,纽约12180-3590
关于本文的通讯应通过电子邮件发送至:tibbetts@cat.rpi.edu
摘要
挤压使用压缩使材料通过模具变形,从而形成任意形状。 该过程是定性的,非平稳的非线性的。 操作员可通过设定点或气动调节活塞速度间接控制过程。 因此,工业挤压过程控制对于控制系统工程师来说是一个丰富的问题领域。
我们描述了我们在铝挤压方面的工作。 提出了我们的问题分解。 回顾了常规的过程控制实践和分析,主要是静态的。 控制需要具有局部物料响应的过程模型。 开发了基于上限分析的Kiuchi模型[1]的扩展。 给出了数值和实验仿真结果。 基于这种局部观点,提出并提出了两个控制问题。
关键字:过程控制,过程建模,变形处理,挤压
1 介绍
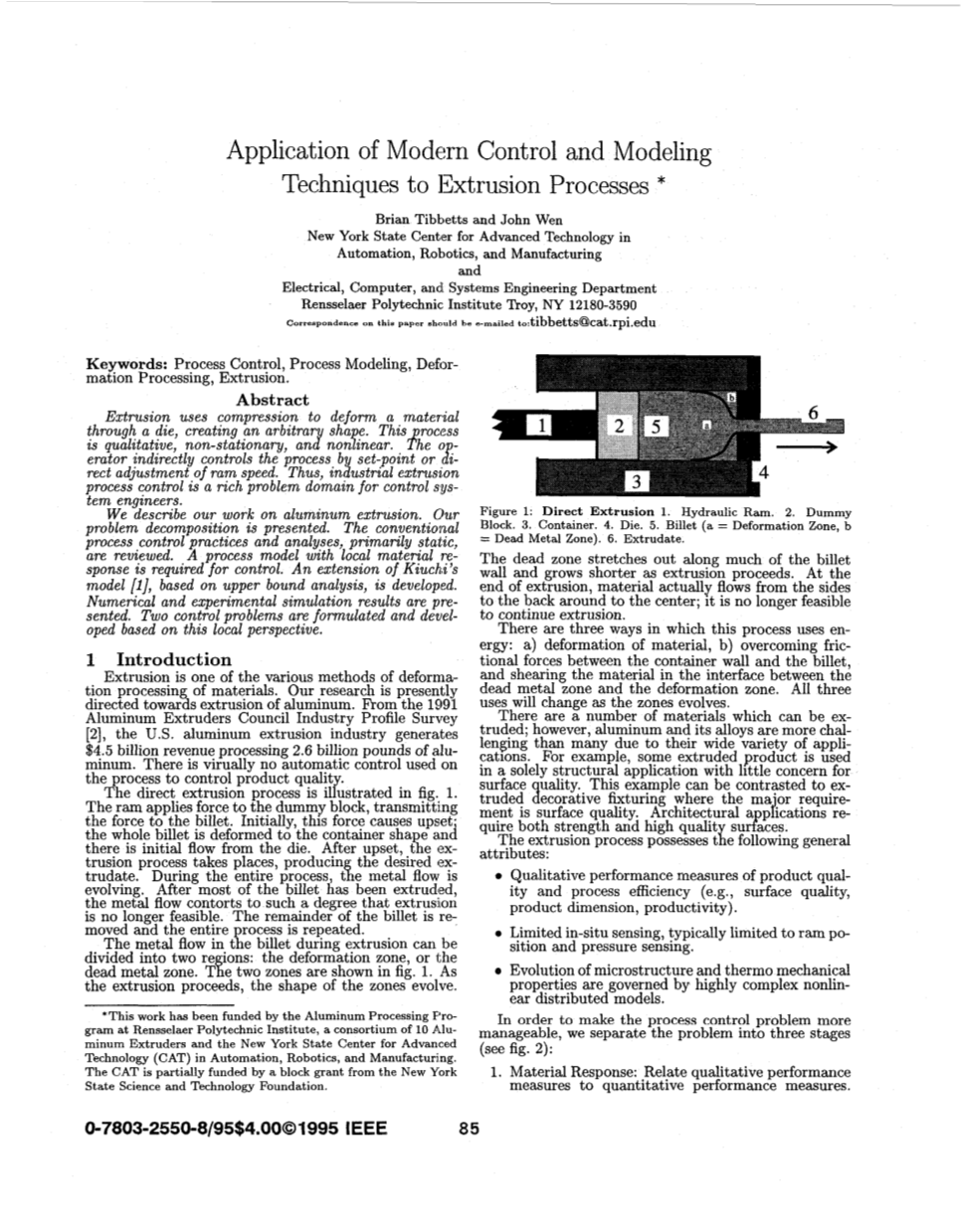
挤压是材料变形加工的方法之一。我们目前的研究方向是铝的挤压。根据1991年铝挤压机协会行业概况调查[2],美国铝挤压行业的收入为45亿美元,加工26亿磅铝。实际上,没有在过程中使用自动控制来控制产品质量。直接挤压工艺如图1所示。冲头向虚拟块施加力,将力传递给钢坯。最初,这种力会导致镦粗:整个钢坯变形为容器形状,并有来自模具的初始流动。打乱后,进行拉伸过程,产生所需的拉伸。在整个过程中,金属流动是不断演化的。大部分坯料挤压后,金属流动扭曲到无法再进行挤压的程度。钢坯的其余部分被重新移动,整个过程被重复。挤压过程中坯料中的金属流动可分为两个区域:变形区和死区。这两个区域如图1所示。随着挤压的进行,这些区域的形状也在变化。
图1:直接挤压1。液压油缸。2。模拟块。三。集装箱。四。死区。5个。坯料(a=变形区,b=死金属区)。6。挤出。
死区沿着钢坯壁的大部分延伸,随着挤压的进行而变短。在挤压结束时,材料实际上是从侧面流到背面,再绕到中心;继续挤压不再可行。
这一过程有三种利用能量的方法:a)材料变形,b)克服容器壁和钢坯之间的摩擦力,以及在死金属区和变形区之间的界面上剪切材料。这三种用途都将随着区域的发展而改变。
有许多材料可以进行修整;但是,铝及其合金由于其应用范围广泛而比许多材料更具挑战性。例如,某些挤压产品仅用于结构应用,而不考虑表面质量。本例可与主要要求表面质量的表面修整装饰夹具进行对比。建筑应用需要强度和高质量的表面。
挤压过程具有以下一般属性:
bull;产品质量和过程效率的定性性能度量(如表面质量、产品尺寸、生产率)。
bull;有限的现场传感,通常限于闸板位置和压力传感。
bull;微观结构和热机械性能的演变受高度复杂的非线性分布模型控制。
为了使过程控制问题更易于管理,我们将问题分为三个阶段(见图2):
1. 材料响应:将定性性能指标与定量性能指标联系起来。
- 例如,产品质量(如一致的微观结构、尺寸稳定性、表面质量、强度)可转化为限制挤出物温度在一个范围内的约束条件;生产率目标可根据整个挤出时间来规定。
- 2.热机响应:将定量性能指标转化为被测变量的具体值。例如,温度极限和最小挤压时间准则可以组合起来产生指定的ram速度剖面。
3.压力响应:压力控制器将使用反馈控制来跟踪测量变量的指定轨迹。例如,测量的柱塞速度与期望速度的偏差可以反馈给uie液压阀,以提供纠正措施。
将一个复杂的材料加工问题分解为多个阶段的方法类似于[3]中的方法,最近也被应用于锻造问题[4]。
图2:提议的过程控制体系结构
在本文的其余部分,我们将集中讨论热机响应的控制和建模。传统的分析集中在平均信息和过程的静态分析[5]、[6]、[7]。这一领域的研究人员定性地讨论了过程的局部化和瞬态性质;然而,捕获这一行为的模型的系统开发尚未被报道,其中最显著的包括温度演化[3]。
我们对挤压过程建模和控制的方法直接解决了局部行为及其瞬态性质。对本地化信息的需求将在后续章节中演示。瞬态响应有三个来源。
1.在工艺开始时,部分材料部分通过变形区,只引起部分变形温升。
2.变形带的形状在整个过程中演变。
3.当坯料被挤压时,容器壁摩擦加热产生的热量的数量和分布会发生变化。
2 过程模型:Kiuchi解决方法的应用
过程模型必须描述挤压的热机械响应和挤压物变量,以便于控制。传统上,平均模型的使用方式是有限的。这些模型在计算上是有效的,但是,对过程的了解还不够。
图3:热力机械模型组件
基于有限元方法(FEM)的模型解决了以牺牲计算效率为代价生成局部信息的问题。然而,有限元法不能实现实时控制,因为计算过于密集,而且可用于驱动计算的测量数据太少。
所需的建模方法必须捕捉局部信息和可推广性,但模型需要实时性,而且对输入数据要求较低。上限分析似乎是热机模型变形部分的一种可行方法。为了解决这个问题,本文推广了Kiuchi的[1],[8]解。
图3说明了上限分析在热力模型开发中的作用。传统的上界分析是用来描述流量和功率的。可根据初始分布和流量计算温度分布。本构关系将流场和温度描述联系起来。
Kiuchi的解决方案[1],[8]是一个扩展到多端口模具的流场三维上限解。首先,描述了流动的边界。其次,确定了一组运动容许速度场,该速度场可由一组自由变量参数化。第三,定义并求解了一个优化问题。该问题包括最小化总功率、变形、内部剪切(变形死区界面)和容器摩擦的组合。我们目前正在处理2D案件。
2.1流动边界
直接挤压流动边界可以用两种不同的行为来描述:
- 流动发生在容器壁的钢坯外部。
- 金属内部金属死区和变形区之间有一个流动边界,近似于这两个区域之间的强剪切。
运动可容许性约束的求解和随后应变率的定义要求在边界上满足以下条件,S(z):
图4:Kiuchi解的挤压几何
1.At z=O,p=re.
2.At z = L, p = rb
3.连续性 z : 0le; z ≦ L.
4.和是为z定义的:: 0≦ z ≦ L.
5.0 当z=0和z=L时
其中L是钢坯的长度(虚拟块上z的值),rb是坯料半径,re是挤出物半径。上述条件可由六阶多项式f(z)满足,以描述变形死区界面之间的边界以及容器壁边界的恒定半径:
(1)
其中h是z的值,在该值处,流边界从容器壁过渡到分区的界面。几何结构如图4所示。
2.2运动可容许性约束
运动学可容许性约束要求速度场的散度等于零;等式2中给出了二维圆柱体情况。
(2)
定义:
(3)
其中Vm(z)是给定z处的平均速度,F(p,z)是任意给定点处的速度偏差。Vm(z)是由:
(4)
Kiuchi的这个应用假设在虚拟块处沿着容器壁流动;因此,rb(钢坯半径)可以代替S(L)。wa是压力速度。速度偏差F(p,z)必须满足每个z处的材料守恒的以下约束:
(5)
其中A(z)是由S(z)定义的横截面积。
速度偏差F(p,z)假定为以下形式:
(6)
和
(7)
通过执行等式5中所述的积分,导出以下约束:
(8)
a(z)的主要目的是禁止变形区的入口和出口处发生任何变形,从而激发以下边界条件:
(9)
其中R是挤出比。Kiuchi还在这个函数中放置了两个附加的自由参数c和d。因此,完整的函数a(z)是:
(10)
这个流动被约束为沿边界:
(11)
通过积分式2求出V(p,z),确定整个流量:
(12)
在,
2.3功率优化问题
功率优化由公式13描述,其中J*是由前一节中描述的具有最有利自由参数集{a,c,d,p}的流场产生的最小功率。
(13)
挤压过程中使用的功率有三个因素:使材料变形所需的直接功率、克服容器壁摩擦所需的Wdef功率、Wfric和在死区变形区界面剪切材料所需的功率。所有这些项都取决于流场的速度,因此,也取决于上面介绍的自由参数。动力部件包括:
摩擦系数为k。使用二维流动限制,可根据以下流场计算应变率:
速度偏导数为:
2.4结果
对于给定的配置{L,h,m},选择内部流动参数(a,c,d,p})来最小化功率。由此得到的功率曲线将用于确定模型是否响应与物理情况类似。
在MATLAB中首次尝试使用fminu()求解功率优化问题。此问题经常陷入局部极小值;因此,使用fmins()进行优化。此例程使用MATLAB优化工具箱[9]中描述的单纯形搜索方法。解决方案如图5所示。
这一系列曲线清楚地表明存在最小功率。此外,还预测了坯料挤压过程中死区的演变,其最佳h值随坯料长度的增加而增大。这一趋势在实验结果[10]中可见,在其他分析模型(如Avitzur模型[5])中并不明显。该图还表明,优化方法的一些改进是希望能够找到性能更好(平滑)的功率曲线。该模型的样品流场如图6所示。从定性上讲,流场与物理模拟中产生的流场非常接近,图7[10]。
图5:当m=0.8时,挤压功率是流动分离的函数,h和坯料长度L
图6:Kiuchi解的坯料表面运动,L=4.0,h=2.6,m=0.8
下面的示例清楚地说明了控制挤压过程所需的分布式信息。考虑上面所示的钢坯,tau;b=47.6mm,R=14,va=1.27mm/sec,使用Dieter的平均应变公式。速率;我们发现s=0.215sec-1。平均体积上产生的流场的应变率,我们发现ɛ=0.215sec-1,由于更大的变形体积,小于Dieter的计算。我们还发现,在局部,应变速率可高达2.1每秒。应力速率的这种变化对应于局部流动应力从最小值增加1.2到2.0倍,这取决于典型本构关系中使用的特定应变率敏感系数[11]。
图7:铝挤压过程的物理模拟
3过程控制
目前,有很好的解决方案为新闻界提供速度控制。因此,ram位置/速度剖面,xa(t)/va(t)是我们的有效控制变量。此外,可用于在线直接解决材料响应的知识和传感器技术非常有限。该信息的最佳可用近似值是挤出温度。在这个框架内,根据所期望的过程结果,可以提出了几个二元约束优化问题。
具体而言,过程模型假定为:
(14)
其中T(x)是整个钢坯的温度分布。
3.1等温挤压问题
温度对挤出物质量的影响直接推动了等温挤出过程的进行。此问题的制定是为了根据等温挤压准则优化工艺:
等温挤压问题。在给定性能和工艺约束条件(包括挤压时间约束条件)的情况下,求出柱塞位置剖面xa(t),(见图8)xa(0)=0,xa(te)=L-Ld,使得挤压温度t与所需温度Td的偏差
剩余内容已隐藏,支付完成后下载完整资料
资料编号:[234296],资料为PDF文档或Word文档,PDF文档可免费转换为Word
课题毕业论文、文献综述、任务书、外文翻译、程序设计、图纸设计等资料可联系客服协助查找。

