
英语原文共 13 页,剩余内容已隐藏,支付完成后下载完整资料
一种用于三轴散乱点云加工的高效等刀轨迹生成方法
刘威1,2,3,朱淑梅1,黄涛2,周琛1
(1苏州科技大学机械工程学院,苏州215000;2华中科技大学机械科学与工程学院,武汉 430000;3无锡透平叶片有限公司,无锡 214000)
摘要:缩短刀具路径总长度是数控加工中的首选,因为它可以有效地减少加工时间。与等平面刀具轨迹相比,等斜度刀具轨迹由于追求最大间隔值而长度较短。但等径刀具轨迹生成过程较为复杂,耗时较长。为简化计算过程,提高效率,本文提出了一种高效的三轴散乱点云加工等腰刀轨生成方法。避免偏移点或拟合曲面,扇贝点和等扇贝刀位( CL )点直接基于散乱数据点通过迭代算法计算。为了减少迭代计算的次数,计算初始扇贝高度点和CL点,其更接近所需的理论点。只搜索少量关键数据点进行使用,以减少计算量,随着迭代次数的增加,数量逐渐减少。采用两个典型的点云对本文提出的方法进行测试。实验结果表明,加工表面的扇贝高度均匀,生成的刀轨总长度远小于等平面刀轨。此外,该方法的计算效率也得到了提高,并高于我们之前的方法。( Int J Adv Manuf Technol 63:137-146,2012 )。
关键词:刀轨生成;等扇贝法;散乱点云;三轴加工
1 引言
与正向工程相比,逆向工程主要是开发不可能或难以获得数字模型的实物,如现有产品、汽车的油泥模型等。光学扫描设备能够在短时间内从产品表面获取大量离散数据点,因而广泛应用于点云的获取。高质量的点云对于高精度刀具轨迹生成至关重要。但由于测量设备的精度、操作人员的经验、被测产品的表面质量和材质、测量环境等因素的影响,在测量过程中不可避免地会产生与产品无关或信息有误的点,这些点称为噪声点。工程师可以使用常见的商业逆向工程软件,如Imageware和Geomagic Studio去消除噪声点。经过降噪和调整点云后,通常将点云拟合到曲面上,根据曲面生成数控刀具轨迹。但曲面拟合需要耗费大量的工时,不利于缩短产品开发时间。由于质量点的获取比以前更容易,因此高密度的点云可以提供足量信息来生成刀具路径。因此,许多学者提出了不需要曲面拟合的刀具路径生成方法。
在满足误差要求的前提下,需尽量缩短理想的数控刀轨以实现减少加工时间。等参数法、等平面法和等扇贝法是刀具路径区间规划的主要方法。一般情况下,等参数法主要局限于参数曲面。相邻刀轨的间隔在参数域上等同于常数参数增量,而在欧式空间中则不同。等平面法广泛应用于点云、网格和曲面的刀轨生成。它规划一组平面,并在同一平面上确定一条线上的刀位(CL)点或刀触(CC)点。相邻两平面的距离即为刀轨间距。由于自由曲面具有连续变化的曲率,同一平面上CL点的扇贝高度也是变化的。一般情况下,凹区扇贝高度大于凸区扇贝高度。间隔通常是保守地设置,以确保每个CL点的扇贝高度小于允许的最大值。对于大多数刀位点,其间距小于满足扇贝高度要求的理论最大值,不可避免地产生大量冗余刀位轨迹。
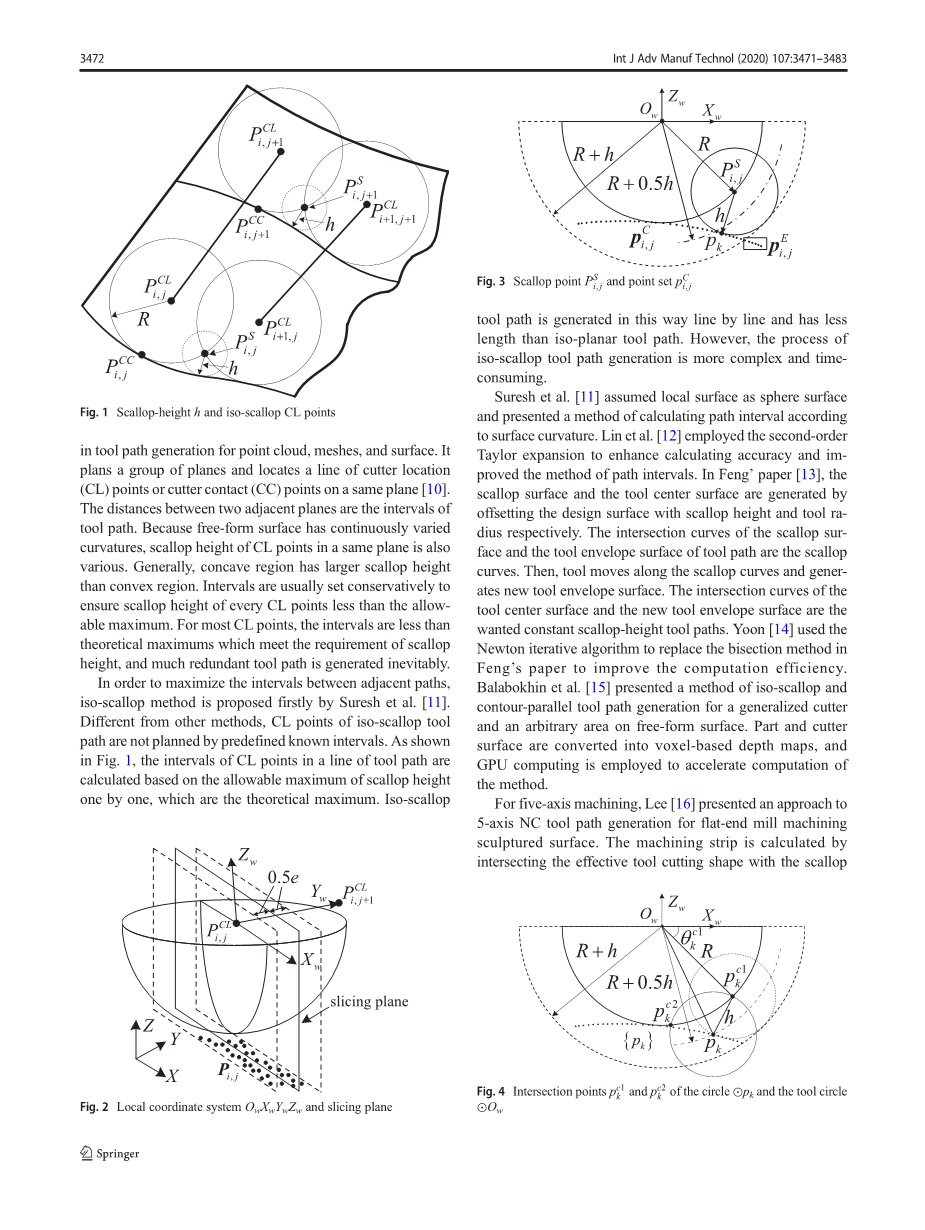
为了最大化相邻路径间的间隔,Suresh等首先提出了等扇贝方法。与其他方法不同的是,等扇贝刀具轨迹的刀位点不需要预先确定的已知区间。如图1所示,根据扇贝高度允许最大值逐个计算出刀轨线上刀位点的间距,即理论最大值。等扇贝法使用这种方法逐行生成刀轨,其长度小于等平面刀轨。然而,等扇贝刀具轨迹生成过程较为复杂,耗时较长。Suresh等将局部曲面假设为球面,提出了一种根据曲面曲率计算路径区间的方法。Lin等采用二阶泰勒展开提高计算精度,并改进了路径区间法。在Feng的论文中,用扇贝高度和刀具半径分别偏移设计曲面,来生成扇贝曲面和刀具中心曲面。
扇形面与刀轨的刀包络面相交的曲线称为扇形曲线。然后,刀具沿着扇贝曲线移动,生成新的刀具包络曲面。刀具中心曲面与新刀具包络曲面的交点曲线为所需的等高刀轨。为了提高计算效率,Yoon使用Newton迭代算法代替了Feng论文中的二分法。Balabokhin等提出了一种针对广义刀具和自由曲面上任意区域的等扇贝和轮廓并行刀具路径生成方法。该方法将零件和刀具表面转换为基于立体像素的深度图,并采用GPU加速计算。
针对五轴加工,Lee[16]提出了一种平底刀加工曲面的五轴数控刀轨生成方法。通过有效刀具切削形状与扇贝面相交计算出加工带,并基于加工带查找相邻刀位。Plakhotnik等人提出了一种预测平底刀切除的材料形状形状的方法。通过计算平面圆交点而不是刀具扫掠体积来预测形状,降低了算法复杂度,可以精确计算出加工带宽度和扇贝高度。Wu等[18]利用平底刀的有效切削形状对加工带宽进行优化计算。在Can的论文中,应用曲率分析算法计算出刀具可选的最小曲率半径。采用迭代搜索算法计算等扇贝刀触点,步长由允许范围内的弦长误差控制。Min等提出了一种平底刀生成四次圆纹曲面等扇贝刀轨的方法。通过使环片和刀具包络面之间的接触顺序尽可能高,可以生成最佳的刀具朝向。等扇贝刀轨基于最优刀具方位生成。Wang等提出了一种新型基于等扇贝高度法的磨削包络参数曲面刀具轨迹生成算法。Lin等开发了一种通用的五轴加工等扇贝刀轨生成方法。密集的草点设置在设计曲面。当刀具沿刀轨运动时,草点环的包络线将形成一个加工带。通过计算等扇贝刀触点,基于加工带可以生成下一条刀轨。
由于等扇贝刀轨是逐行生成的,刀轨可能会产生漂移。为了减少漂移,Senatore等将曲面细分为几个区域来管理轨迹中的漂移,并在每个区域中实施等扇贝规划。Jia等构造了CC点的临界曲线,以保证子区域边界上的扇贝高度,并基于CC点生成等量扇贝高度刀轨。
当前,有关三轴点云加工等扇贝刀具轨迹生成的文献报道较少。Wu等人提出了一种规则数据点的等扇贝路径生成算法。该算法对散乱点云进行重采样,构建Z-map模型。得到正则点的两个偏移点集来计算扇贝点和CL点。
通过以上综述和比较,扇贝点和等扇贝刀位点的计算是等扇贝刀轨生成的关键问题。等扇贝刀轨生成通常采用耗时的曲面迭代和设计曲面偏移,一些研究工作注重提高效率。与三轴加工不同,五轴加工通常使用平面铣刀和环面铣刀进行表面加工,因为这两种铣刀的切削宽度更大,表面质量更好。但其刀位计算复杂,无法通过偏移曲面实现,是五轴等扇贝刀具轨迹生成的主要问题之一。
本文提出了一种等扇贝刀具路径生成方法,利用散乱点云直接计算扇贝高度点和刀位点。但是计算过程中涉及到大量的数据点,消耗大量的计算时间。为了有效地生成点云的三轴等扇贝刀轨,避免点云偏移或重采样,本文重点优化扇贝点和等扇贝刀轨点的计算过程,减少计算数据量。基于它们的几何关系,提出了一种有效的等扇贝刀轨生成方法。本文的结构如下:在第2节中,提出了一种迭代算法,用于在点云中搜索初始数据点和计算刀具圆上的扇贝点。第三节给出了等扇贝CL点的初始坐标和计算过程,以有效地计算CL点。在第4节中进行了实验,验证了算法的可行性和有效性。
2 计算刀具圆上的扇贝点
如图2所示,和为第条刀轨上的第和第个CL点。和是它们的CC点。点的刀具进给方向为矢量。
在进给方向的法线平面上,刀具圆上的扇贝点到点云有特定的距离,如图1所示。为扇贝高度的最大允许值,为所求的扇贝点。
2.1 准备工作
为便于计算,构造以为中心的局部坐标系,用于计算。设散乱点云为点集,设X和Y正方向分别为路径区间方向和前进给方向。
与我们之前的工作一样,点处的刀具进给方向设为的正方向,如图2所示。正方向定义为法线平面和刀具几何形状的交叉线。可以由和的向量积计算而来。根据式(1)可求出局部坐标轴的单位向量、、,任意点的局部坐标可由式(2)求得。
在进给方向的法线平面上,点云的图形是平面与点集p的交曲线。我们之前的工作是用来计算点云的图形的。首先,采用点云切片方法,通过式(3)收集平面附近的数据点集,其中e为切片平面宽度,和为数据点的x , y局部坐标。然后,被分成平面的左右两边。最后,构造左侧点及其最近的右侧点的连接线,其与相交于点集。为点云图,用于下面的计算。文中给出了切片方法的详细过程。
2.2 扇贝点计算过程
如前所述,扇贝高度是刀具圆上点到点云图之间的最小距离。如图3所示,扇贝点是扇贝高度最大允许值的点。作为点云的局部图,点集在处与扇贝圆相切,在子集中是不可能的,它与的距离大于R h。中的互补集适合用于计算,为便于描述,简称为。
扇贝点计算的关键是搜索中的切点。一般情况下,在半径为R 0.5h的圆附近的点比其他点更有可能靠近。因此,半径为R 0.5h,距离圆最近的点是适合计算过程的初始数据点。为了避免偏移点,构造以中点为圆心、半径为h的圆与工具圆相交。与坐标最大的交点为所需的扇贝点。为了减少计算量,我们设计了一种更高效的迭代算法,而不是对 中的每个点都构造圆。具体步骤如下:
Step1:在该步中,计算中合适的初始数据点。中的每一点都代入式(4)中。只有的点被保存在中,得到的最小值。的点就是所需的最接近中半径为R 0.5h的圆的初始数据点。
Step2:在该步中,计算所需扇贝点附近的点。如图4所示,以半径h构造圆,并与刀圆在点和处相交。在三角形中,,,,假设点的坐标大于点的坐标。假设正方向与之间的夹角大于零,则的坐标可由式(5)求出。
Step3: 该步用于判断是否进行下一次迭代计算。以半径h构造。将内的每一点代入式(6),可得内的所有点。在之外,不符合的其他点,从中移除。如果去除点后为空,与点云图的最小距离为h。计算转到步骤4。如果不为空,则计算到步骤2,以最小的点替换为下一个迭代点。
Step4:计算与偏移线段的交点。若点云图为凸点,则在或上只有一个交点,如图5a所示。设在上的交点,将向偏移,距离为h,得到偏移段。与工具圆相交于, 即为需要的扇贝点。若点云图为凹形,则在和上分别存在两个交点和,如图5b所示。它们的偏移段分别在和处与刀圆相交。坐标大于的交点为所需要的扇贝点。
Step5:计算扇贝点在中有局部坐标。的全局坐标可由式(7)求得。
所有扇贝点都可以通过上述算法计算出来。整个算法如图6所示。
4 例子
本文第2节和第3节所提及的算法都已在我们自己编写的基于Visual C 和OpenCASCADE6.2.0的刀轨生成软件中实现。以Geomagic Studio 12中显示的两个典型点云为例,如图10a和14a所示,验证了本文方法的可行性和有效性。
作为对比,本文还采用了等平面法生成刀具轨迹。由于实验的重点是扇贝高度,为了简化步长规划,所有刀具路径的步长限制在(0.7,1.4)范围内。生成的刀具路径如图10、11、14、15所示。
第一个点云包含150万个点。包围盒尺寸为135 mmtimes;175 mmtimes;49mm。刀具直径D分别为30mm和10mm。扇贝高度限制h分别为0.1 mm和0.05 mm。所有刀具路径信息如表1所示。该方法生成的等扇贝刀具路径长度小于等平面刀具路径长度。在D=30mm,h=0.1 mm的刀轨中,等扇贝刀轨的间距为2.662 ~ 3.488 mm,最小长度为5761 mm。间距为2.6 mm略小于上述范围最小值的等平面刀轨满足扇贝高度要求,但其长度比等扇贝刀轨长度大62.8%。在D=10mm , h=0.05 mm的刀具轨迹中也存在类似的情况。满足扇贝高度要求的等平面刀轨长度比等扇贝刀轨长度大30.9%。在图12、图13中,分别选取等距刀轨中的8条线和等距刀轨中的8条线显示区间值和扇贝高度。两个等扇贝刀具轨迹的间隔曲线具有相似的形状。相同刀径的等平面刀轨也有相似的扇贝高度曲线。然而,四种等平面刀具路径的扇贝高度均不均匀。
第二点云包含200万个点。包围盒尺寸为135 mmtimes;175 mmtimes;34mm。刀具直径D分别为20mm和10mm。扇贝高度限制h分别为0.15 mm和0.1 mm(图14和图15)。
所有刀具路径信息如表2所示。与第一点云相似,D=20mm、L=2.8mm和D=10mm、L =1.6 mm且满足扇贝高度要求的等平面刀轨长度,分别比等扇贝刀轨长度大32.7%和26.1%。选取图16、图17中每个等扇贝刀轨和每个等平面刀轨中的8条线分别表示区间值和扇贝高度。D=20mm、L =3.5 mm、D =10mm、L =2.0 mm等平面刀轨的长度均接近等扇贝刀轨,但大多数等平面刀轨的扇贝高度均大于限制h。
在Fanuc Oi-MF数控系统中进行切削实验,采用了例1中D=10mm,h=0.05mm的等扇贝刀具轨迹和例2中D=10mm,h=0.1mm的等扇贝刀具轨迹。如图18所示,加工表面具有均匀的扇贝高度。作为对比,我们在[26]中使用了之前的方法生成等扇贝刀具路径。表3显示了在配备Intel Core i7-8700、16GB RAM和480G ROM的计算机上两种方法的运行时间。该方法比之前的方法节省了23.5-26.4%的时间。
5 结论
为了简化计算过程,提高计算效率,提出了一种三轴散点云等扇贝刀具轨迹生成方法。
基于离散的数据点,直接生成刀具上的扇形点和下一个刀具路径的刀位点,无需重采样点、偏移点或拟合曲面。
提出了计算扇贝点和等扇贝CL点的有效迭代算法。
该算法将最优初始数据点和CL坐标设置在接近理想结果的位置,以减少迭代次数。为了减少计算量,只搜索少量的关键数据点进
剩余内容已隐藏,支付完成后下载完整资料
资料编号:[590832],资料为PDF文档或Word文档,PDF文档可免费转换为Word

